Devon's Manufacturing Building Established in 1967. Currently 50,000 square feet with 500 manufacturing machines. This facility is in a rural New England setting which has a strong manufacturing background. This area provides the source for Devon's skilled and motivated workhorse.
Devon's Front Lobby Proudly displayed for every visitor to the Wolcott, Connecticut facility is a selection of the myriad precision parts that Devon has provided to the manufacturing industry. It is a testament to the customers who have made this facility possible.
Trade Show Display Devon displays its capabilities at various job shops throughout the USA to potential customers. The booth is manned by Devon sales and/or engineering personnel who can help potential customers find a capable source for their manufacturing needs. Come to see us at these shows in your area and let us help you with your needs or just simply to get information.
Swiss Automatics - Primary Department The large complement of bar and coil machines provide the nucleus for Devon to supply its customers with precision components. The supplementary addition of multiple spindle and CNC machines provide the flexibility to further service the divergent needs of its customers.
single spindle automatic swiss screw machines:
Bechler AR10/AS10/BR20 Capacity: Max diameter 3/4''
Equipped with brakes, universal three spindle attachments & pickoffs for milling and cross drilling. Cam operated machine with five tool slides capable of holding tight tolerances and high micro finishes.
automatic coil machines:
Escomatic D2/D4/D6 Capacity: 3/16''
Equiped with slotting and drilling attachments. Cam operated machine with only two tool slides - capable of turning smaller parts from a coil at quick cycle times and no cutoff projections.
multi-spindle machines:
Cam operated machine with six spindles that provide the ability to produce large volume production runs at faster cycle times than the single spindle automatics
CNC swiss:
Numerical controlled machines with 19 tool slides. Specializes in short run and prototype production runs. Capable of producing complex parts.
Max diameter 3/4''
Engineering and Layout Department Each customer order is relayed to this area in order to optimize the manufacturing sequences required to produce the customers ' component. Engineering calculates the feeds and speeds and cycle times necessary to accurately produce the desired part. Consultation with the customers' engineers helps facilitate this process. A cam layout is generated and passed on to the cm cutting department to complete the layout.
CAM Cutting Machine This department services the automatic screw machines that are cam driven. The cam cutting machine generates ground and polished cams which are then inserted into the automatic screw machines to perform the machinery operations.
CAD/CAM and Engineering All of the customers prints pass through this department. The design of the production plan for each operation the customers' print requires is formulated here. All specialty tools and fixtures are generated here. A state of the art cad/cam system helps the engineer create the proper design in order for the production departments to carry out their functions.
Q.C. - Primary Department Each machine in the automatic screw machine department is assigned to an inspector whose job it is to implement the inspection plan. This process includes interaction with the machine operator for in-process inspection methods and daily finished lot inspection. The ultimate goal is to control the manufacturing process to ensure zero defects and customer satisfaction.
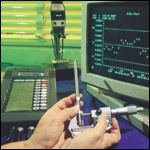
Q.C. - Vision systems and Quadra check State of the art inspection systems such as Vision and Quadra check are valuable tools used during the production cycle in order to better control and monitor the production process. Both the operator and inspector utilize these systems to accurately measure key customer dimensions and maintain consistency of the manufacturing process. Statistical process controls are implemented on all key customer dimensions and process capability studies are utilized to ensure customer satisfaction through zero defects.
Secondary Department A vast assortment of thread rolling, knurling, milling, worming, splining, drilling, tapping, broaching and deburring equipment are utilized to augment and finish operations on components produced in the Primary Department, such as worm gears. The operations performed in this area enable Devon to supply components to its customers in a completed status ready for assembly. The department has its own quality control system which utilize SPC techniques aimed at providing the customer with zero defects.
Data Myte and S.P.C. System Devon uses the most advanced quality systems to provide customers with a quality product. The system is designed to preclude quality issues by controlling the machining process instead of merely detecting the problems. FMEA and PPAP methods are also designed to create a manufacturing process that will satisfy the customers' most stringent demands. Special attention to critical dimensions ensure that the customer will receive components that will enhance their product.
Q.C. and Optical Comparitor An inspection plan is made for each part. This includes a 1st piece inspection report and capability study. The detailed inspection plan lists the inspection method that both the machine operator and the measuring equipment inspector will follow during the manufacturing process. This inspection plan is derived from engineering consultation with the customer to ensure that the delivered components satisfy the most stringent customer demands.
Rotary Transfer Machine - Secondary Department These machines are geared for large volume components that require a myriad of secondary operations such as milling, drilling, honing, squaring and tapping. These operations are performed as the components pass through the eight operating stations with a high degree of precision.
Broaching Machine- Secondary Department These machines were designed by the engineering department to facilitate the process of milling flats and squares on the component parts from the Primary Department. The broaching machines are fully automated and pneumatically controlled to produce high quality and burr free removal of material.
Tool Room Department The toolmakers at Devon represent a vital cog in the total manufacturing process. Their main task is to convert the engineering designs into hard tooling. They must also interact with the setup personnel to fine tune their fixtures and/or tools in order to produce the customers' components. The toolmaker also assists every machine operator in maintaining or repairing his equipment and, if necessary, to completely overhaul the machine. Proper machine maintenance is vital to the quality control process and to the operator who must achieve zero defects.
Grinding Department Both thru-feed and in-feed grinding is performed in this department. It is capable of holding dimensions of +-.0001 and finishes of 4 micro. Inspection equipment includes cylindrical air gages and ring gages utilized to measure dimensional accuracy and profilometers to record micro finishes. Diamond form grinding is also available.
Tumbling Department Recognizing the customers needs for clean, burr free components, all the production parts pass through this department. A written operation is developed for each component and double checked by inspection for successful accomplishment of the deburring process and verification of any dimensional changes.
Gear Hobbing Department This department provides the ability to produce precision pinions and gears to customers that require mechanical timing components and horological movements. Agma quality requirements of Agma 8 or better are achieved. Sizes range from watch movements to gears with a 2 1/2" diameter. Generation of tooth forms from one to several hundred teeth is performed with high micro finishes and dimensional accuracy. Included in this department are pivot burnishing equipment capable of holding tight tolerances and high micro finishes on shafts and arbors. Each gear or pinion uses master gears to accurately measure tooth-to-tooth and center distance dimensions.
Worm Gearing Department This department is capable of hobbing spur and helical worm gears and single and multistart worms and threads and fine pitch hobbing. It produces worms for electrical motors and reduction gear boxes and bone screws for medical implants. Agma 8 quality worms are precisely generated in this department utilizing state of the art worming machines. Master worm gears are utilized to measure tooth-to tooth and total composite dimensions.
Classroom Training Program This training regime is State of Connecticut approved apprenticeship training program because of its extensive scope. The classroom instruction includes basic math topics as well as hands-on machining techniques and video tape display. A graduate of this training program is recognized with a certificate from the State of Connecticut similar to that for graduating technical school students.